Introduction
Nearly 20.6% of long-tenured miners in Central Appalachia show radiographic evidence of black lung disease. Coal workers' pneumoconiosis (CWP) rates have climbed steadily since the late 1990s, even under tighter regulations. Effective dust suppression is no longer just an OSHA checkbox. It's a core operational and safety requirement.
Plain water sprays alone can't solve this problem. Coal's naturally hydrophobic surface repels water droplets, allowing fine respirable particles (those smaller than 4 microns) to slip through spray systems and reach miners' lungs. That's where surfactants come in. These surface-active agents transform water's physical properties, enabling it to capture the dangerous sub-micron particles that cause lung disease.
This guide covers how surfactants work at the molecular level, the three main surfactant types and their performance characteristics, key selection factors including coal type and water chemistry, and proven application methods that deliver measurable dust reduction.
TLDR:
- Surfactants reduce water surface tension and improve wetting of hydrophobic coal particles, helping capture fine respirable dust that plain water misses.
- Nonionic surfactants are often useful where water chemistry and dust charge vary, but product selection should still be verified against site conditions.
- More surfactant is not always better. Overdosing past the effective concentration range can waste product without improving performance.
- Spray pressure and nozzle setup should match the equipment and dust source. For longwall shearer drum sprays, NIOSH notes that 80 to 100 psi is often the effective range, while pressures above 100 psi can increase operator exposure.
- Foam and surfactant systems can improve dust control in specific applications, but performance depends on coal type, water chemistry, application method, and site testing.
Why Coal Dust Is a Serious Occupational and Environmental Hazard
The 1.5 mg/m³ Standard and Rising CWP Prevalence
MSHA enforces a permissible exposure limit (PEL) of 1.5 mg/m³ for respirable coal mine dust over a full work shift. Yet despite this regulation—which took effect in August 2016—CWP prevalence has climbed steadily since the late 1990s. Among underground coal miners with 25+ years of tenure, national CWP prevalence now exceeds 10%, and in Central Appalachia (Kentucky, Virginia, West Virginia), the rate reaches 20.6%.
The Sub-3 Micron Threat to Respiratory Health
Respirable coal mine dust includes particles small enough to enter the gas-exchange region of the lungs. Smaller particles are especially concerning because they can bypass upper-airway filtration and deposit deeper in the respiratory system. A dust-control program that captures visible dust but leaves fine respirable dust airborne may still fail to address the highest-risk exposure pathway.
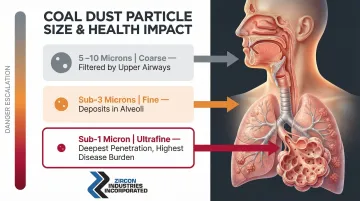
Particle size determines disease severity far more than total dust mass. At equal concentrations:
- Coarse dust (5–10 microns): Largely filtered by upper airways before reaching the lungs
- Sub-3 micron dust: Bypasses airway defenses and deposits directly in the alveoli
- Sub-1 micron dust: Penetrates deepest, with the highest cumulative disease burden
Any suppression system that captures visible dust but leaves sub-3 micron particles airborne is failing where it matters most.
Explosion Hazard and Secondary Environmental Risks
The same fine particle behavior that makes coal dust a health threat also drives its explosive potential in underground mines. Float coal dust (particles passing a No. 200 sieve, <75 microns) reaches a minimum explosible concentration (MEC) of approximately 60 g/m³ for Pittsburgh seam bituminous coal. When suspended in air within this concentration range and exposed to an ignition source, coal dust can fuel catastrophic explosions.
Surface operations carry additional risks beyond explosion:
- Airborne dispersal contaminates surrounding communities and water bodies
- Abrasive particles accelerate wear on conveyor belts, seals, and mechanical equipment
- Settled dust on vegetation disrupts photosynthesis and local ecosystems
Why Plain Water Alone Falls Short for Coal Dust Control
Coal's Hydrophobic Surface Chemistry
Coal is inherently hydrophobic—its carbon-rich, non-polar surface actively repels water. When plain water droplets contact coal particles, high surface tension (approximately 72 dynes/cm at 20°C) prevents spreading. Instead, water beads up and rolls off, leaving particles dry and airborne.
This hydrophobic barrier occurs at the molecular level. Coal surfaces lack the polar functional groups (hydroxyl, carboxyl) that would form hydrogen bonds with water molecules, producing poor wetting, minimal agglomeration, and ineffective dust capture.
The Slip-Stream Effect: How Fine Particles Evade Capture
Even when water sprays directly intersect dust clouds, fine respirable particles (<4 microns) often escape capture through aerodynamic deflection. Larger particles (>10 microns) have sufficient inertia to impact spray droplets directly. But sub-4 micron particles follow airstreams around the droplet surface—a phenomenon called the "slip-stream" effect.
These sub-4 micron particles are exactly the ones that penetrate deepest into lung tissue—and they're the ones plain water is least equipped to capture.
The Two Core Problems Surfactants Solve
Effective coal dust suppression requires overcoming two physical barriers:
- Reducing water surface tension so spray droplets can spread across hydrophobic coal surfaces rather than beading off
- Converting coal particle surfaces from hydrophobic to hydrophilic so they become receptive to water agglomeration
Surfactant chemistry addresses both barriers at once—lowering surface tension from ~72 dynes/cm to as low as 30-35 dynes/cm while flipping coal's surface chemistry from water-repellent to water-receptive.
How Surfactants Work to Suppress Coal Dust
Molecular Structure: The Amphiphilic Design
Surfactants are surface-active agents built on an amphiphilic molecular structure—meaning they have dual chemical nature. Each molecule contains:
- Hydrophilic (water-loving) head group that bonds readily with water molecules
- Hydrophobic (oil/carbon-loving) tail that anchors to non-polar surfaces like coal
This dual nature allows surfactant molecules to orient themselves simultaneously at two critical interfaces: the air-water boundary and the coal particle-water boundary.
Primary Mechanism: Surface Tension Reduction
When added to spray water, surfactant molecules migrate to the air-water interface, positioning their hydrophobic tails toward the air and hydrophilic heads toward the water. This arrangement breaks up the hydrogen bonding that gives water its high surface tension.
Depending on the surfactant type and concentration, surface tension can drop from ~72 dynes/cm to roughly 25 to 35 dynes/cm. At lower surface tension, water droplets spread across hydrophobic coal surfaces rather than bead off. The lower energy barrier allows water to wet particles that plain water cannot touch.
Secondary Mechanism: Surface Adsorption and Hydrophilic Conversion
Surfactants also attack the problem from the particle side. Molecules adsorb onto coal particle surfaces with their hydrophobic tails anchored to the carbon and their hydrophilic heads facing outward into the water phase.
This reorientation converts the coal surface from hydrophobic to hydrophilic. Once coated with surfactant, coal particles become receptive to water agglomeration and join into larger, heavier clusters that settle out of the air.
The Electrostatic Dimension: Charge-Based Capture
Both spray droplets and pulverized coal particles carry electrostatic charges. The type of surfactant influences droplet charge:
- Anionic surfactants create net negative droplets
- Cationic surfactants create net positive droplets
- Nonionic surfactants produce weakly positive or neutral droplets
When spray droplet charge opposes coal particle charge, Coulombic attraction enhances capture efficiency. When charges match, electrostatic repulsion reduces effectiveness. This charge dynamic explains why surfactant selection matters—especially when coal dust carries a strong consistent charge.
Proven Performance Gains from Research
Academic research by Jin Kim (1995) provides foundational data on surfactant efficacy. The most effective formulations delivered substantial gains over plain water across two key measures:
- Overall dust suppression: up to 93% more effective than plain water
- Fine particle capture (<3 microns): up to 125% more effective than plain water
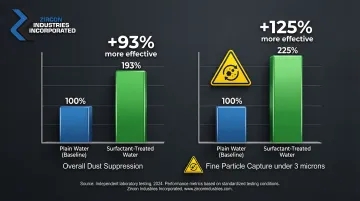
Fine particles below 3 microns are the primary driver of occupational lung disease in coal operations. Those suppression gains translate directly to lower airborne concentrations in breathing zones.
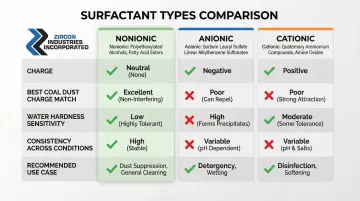
Types of Surfactants Used in Coal Dust Suppression
Nonionic Surfactants: The Workhorses of Coal Dust Control
Nonionic surfactants carry no ionic charge on their hydrophilic head group. Products in this category include Surfynol, Triton X-100, and Zircon Industries' ZHP Water Wetter, a non-ionic surfactant and resin extender designed for industrial dust control. They perform without relying on electrostatic attraction, an important distinction in variable field conditions.
Performance strengths:
- Superior wetting across variable coal types and water conditions
- Not sensitive to water hardness, pH, or dissolved minerals
- Consistently outperform ionic surfactants for weakly-charged or neutralized coal dust aerosols
- Achieve effective hydrophilic-lipophilic balance (HLB) that optimizes coal particle wetting
Research shows nonionic surfactants perform well in capturing weakly-charged coal dust, matching or exceeding ionic spray collection efficiency under real-world conditions where coal dust charge varies throughout the shift.
Adding sodium hydroxide (NaOH) or potassium hydroxide (KOH) to nonionic solutions can improve wetting performance by up to 215%. Combined alkaline-enhanced nonionic formulations are a strong default choice for operations dealing with unpredictable dust charge conditions.
Anionic Surfactants: Targeting Positively-Charged Particles
Anionic surfactants like sodium dodecyl sulfate (SDS) carry a net negative charge on their head group. Their spray droplets attract positively-charged coal dust particles through electrostatic force.
When they work best:
- Coal dust carries strong positive charge (measured by electrostatic monitoring)
- Water chemistry is soft with neutral pH
- Charge characteristics are consistent and predictable
Limitations:
- Underperform for negatively-charged coal dust due to electrostatic repulsion
- Overall mass collection efficiency is lower compared to cationic and nonionic alternatives
- Sensitive to hard water (calcium and magnesium ions interfere with surfactant action)
Cationic Surfactants: For Negatively-Charged Dust Scenarios
Cationic surfactants like dodecylamine hydrochloride (DAH) carry a net positive charge. Their positively-charged spray droplets attract negatively-charged coal dust particles.
When they work best:
- Coal dust consistently carries strong negative charge
- Specific mining operation has verified charge characteristics through testing
- Water chemistry is controlled and compatible
Cautions:
- Sensitive to hard mine water
- May interact negatively with mine surfaces, equipment, or other chemical additives
- Performance advantage only realized when dust charge matches surfactant strategy
Foam Systems: High-Expansion Enhancement
Foam systems apply a surfactant-water mixture as high-expansion foam rather than a liquid spray, dramatically increasing surface contact with airborne dust while cutting water consumption. Studies show foam can provide 20-60% additional dust reduction compared to water sprays alone, using significantly less water.
Documented performance:
- Seibel (1976) demonstrated 30% additional dust reduction at belt transfer points using high-expansion foam versus water sprays
- Mukherjee & Singh (1984) found foam released from longwall shearer drums cut dust by 50% compared to conventional water sprays, while using only half the water volume
Practical recommendation: In most underground and surface mining environments, coal dust charge varies by location, seam type, and time of shift—making charge-dependent ionic surfactants a gamble without continuous monitoring. Nonionic surfactants sidestep that uncertainty entirely. Ionic options (anionic or cationic) are worth evaluating only when your operation has confirmed stable, strong dust charge through direct electrostatic measurement.
Key Factors That Affect Surfactant Selection and Performance
Coal Type and Sulfur Content
Surfactant performance varies by coal type, and sulfur content is one of the primary factors driving that variation. Coals with higher sulfur levels (typical of many bituminous seams) tend to see stronger improvements in dust capture when a surfactant is added to the spray water. Lower-sulfur coals like lignite don't respond as sharply to the same dose increase.
Coal rank matters too. Contact-angle testing across six metamorphic grades found that wettability follows a high-low-high pattern as rank increases. Long flame coal was the easiest to wet, gas coal was the hardest, and anthracite recovered somewhat. The oxygen-containing functional groups on the coal surface drive much of this behavior, since those groups help form hydrogen bonds with water.
There is no single surfactant formula that works everywhere. A product that performs well on one coal seam may fall short on another with different sulfur levels, rank, or surface chemistry. Always test the surfactant on your specific coal before locking in a supply program.
Water Quality: pH and Mineralogy
Mine water chemistry varies between operations. High calcium and magnesium content (hard water) can weaken ionic surfactants. Acidic water from sulfur oxidation or alkaline water from carbonate minerals can also reduce ionic surfactant performance.
Nonionic surfactants tend to tolerate variable water conditions better than ionic alternatives, since they don't rely on electrostatic charge to function. Adding a small amount of NaOH or KOH to nonionic solutions improved wetting by up to 215% in laboratory spray-system testing. Operators should verify that any alkaline additive is compatible with their site water before scaling up.
Particle Size Distribution
The benefit of surfactants is most noticeable for fine particles under 3 microns, the fraction most relevant to respiratory health. In spray-system comparisons, surfactant-treated water captured fine dust up to 125% more effectively than plain water. Coarser particles (over 5 microns) are mostly captured through inertial impaction, so surfactant type matters less for that size range.
If your dust monitors show elevated fine-particle counts and you're close to the 1.5 mg/m³ PEL, focus on surfactants with proven respirable-dust performance and confirm results through on-site sampling.
Surfactant Concentration: Finding the CMC Sweet Spot
Increasing surfactant dose improves dust capture only up to a point. Past the critical micelle concentration (CMC), extra surfactant molecules cluster into micelles in the bulk solution instead of lowering surface tension any further. For dust-control purposes, that means dosing above the CMC spends more chemical without improving wetting or particle capture.
The right dose depends on the specific product, coal type, water chemistry, nozzle configuration, and the dust source you're treating. Follow your supplier's guidance and validate with on-site testing before committing to a long-term dosing program.
Work with a chemical supplier experienced in mining applications—Zircon, for example, helps operators identify the right dosage for their specific spray system and coal type—to avoid both under-dosing and costly overuse.
Application Methods and Implementation Best Practices
Water Spray Systems: Conventional and High-Pressure
Conventional low-pressure sprays (used at transfer points, longwall faces, continuous miners) benefit significantly from surfactant addition. These systems typically operate at 40-60 psi and deliver 1-5 gallons per minute (gpm) per nozzle.
Higher-pressure sprays create smaller droplets with higher velocity, improving airborne dust capture per unit of water used. However, pressure needs to be matched to the equipment and dust source. For longwall shearer drum sprays, NIOSH notes that 80 to 100 psi is often the effective range, while pressures above 100 psi can pull in large air volumes and push contaminated air back over operators. Other spray applications (transfer points, continuous miners, scrubbers) may have different optimal pressure ranges depending on nozzle type, flow rate, and dust source geometry.
Nozzle configurations:
- Hollow cone sprays deliver fine droplets in a circular pattern, ideal for general dust suppression zones
- Full cone sprays provide denser coverage for high dust generation points
- Flat fan sprays (1 gpm) work well for anti-rollback systems on continuous miner booms, angled for low reach with no overspray
Wet Scrubbers and Integrated Ventilation Systems
Wet scrubbers pull dust-laden mine air through a water curtain, capturing particles before air recirculates or exhausts. Adding surfactant to the scrubber water can improve capture of fine particles by reducing surface tension and increasing droplet wetting.
Two variables drive scrubber performance:
- Pump injection pressure — higher pressure produces finer droplets, increasing the total water surface area available for particle contact
- Surfactant concentration — getting the concentration right is critical. Too little reduces effectiveness; too much wastes product and generates excess foam in recirculation systems
Foam Application at Transfer Points and Shearers
Where recirculation foam is a problem to avoid, deliberately applied foam is a controlled advantage. Foam systems deliver 20-60% greater dust reduction than water sprays while using less water, making them ideal for water-restricted areas or operations where water management is costly.
Application points include:
- Belt transfer points where coal drops from one conveyor to another
- Longwall shearer drums where cutting generates intense dust clouds
- Continuous miner bits where bit friction creates high dust concentrations at the source

Foam expansion ratio (air-to-surfactant-solution ratio) affects performance. High-expansion foams (100:1 or greater) provide excellent coverage but collapse quickly. Medium-expansion foams (20:1 to 50:1) offer better persistence for sustained dust suppression.
Surfactant-Based Dust Control Products from Zircon Industries
For operations looking to improve water-based dust suppression, Zircon Industries manufactures ZHP Water Wetter, a non-ionic surfactant and resin extender. It is designed to break the surface tension of water, so water spreads, penetrates, and evaporates more slowly. ZHP is introduced at a ratio of 1,500 to 3,000 parts water to 1 part surfactant and can be sprayed as part of a routine watering program.
For surface operations needing long-term dust stabilization, Zircon's RDS38 Road Dust Stabilizer provides 3 to 4 months of dust control per application, delivered and applied by Zircon as a turnkey service.
For wind-erosion sealing on static stockpiles, Latex 100 Static Dust Control Sealant forms a clear crust on undisturbed surfaces such as static coal, iron ore, aggregate, fly ash areas, open lots, and open railcar tops. It should not be positioned for active mineral piles, haul roads, or roads with significant traffic.
Contact Zircon Industries directly or work through Zircon’s distributor network to evaluate the right dust-control product for your operation.
Frequently Asked Questions
What chemicals are used for coal dust suppression?
Surfactants, also called wetting agents, are commonly used as water additives for coal dust suppression. They reduce water surface tension and improve wetting of hydrophobic coal particles. Depending on the application, operators may also use foam agents, polymer binders, sealants, or road dust stabilizers for transfer points, static piles, haul roads, or other dust sources.
Why are nonionic surfactants generally preferred for coal dust suppression?
Nonionic surfactants are often selected because they are less dependent on particle charge and may be more tolerant of variable water chemistry than ionic surfactants. However, the best surfactant depends on coal type, water quality, dust source, application method, and site testing. For Zircon, ZHP Water Wetter is the relevant non-ionic surfactant product for water-based dust-control programs.
How does water pH and hardness affect surfactant performance in coal mines?
Water pH, hardness, and dissolved minerals can affect surfactant performance. Ionic surfactants are often more sensitive to water chemistry, while nonionic surfactants may be more tolerant in variable conditions. Operators should test the surfactant using their actual site water before setting a long-term dosage or supply program.
What concentration of surfactant should be used in coal dust suppression sprays?
The correct surfactant concentration depends on the product, coal characteristics, water chemistry, nozzle setup, and dust-control goal. More product is not always better; after the effective concentration range is reached, additional surfactant may add cost without improving dust suppression. Follow supplier guidance and confirm performance through site testing.
Can surfactant sprays suppress both coarse and fine coal dust particles?
Yes. Surfactant sprays can help improve capture of both coarse and fine dust by improving water wetting and particle contact. The benefit is especially important for fine respirable particles, which are harder for plain water sprays to capture. Actual performance depends on surfactant type, concentration, spray design, coal characteristics, and airflow.
Are there regulatory standards governing coal dust suppression in mining operations?
Yes. MSHA sets mandatory exposure limits for respirable coal mine dust, including the 1.5 mg/m³ standard for underground coal mines. MSHA regulations also allow the use of water or water with a wetting agent added to abate excessive dust in underground coal mine active workings. Operators should follow their approved ventilation and dust-control plans, MSHA requirements, product documentation, and site-specific safety procedures.